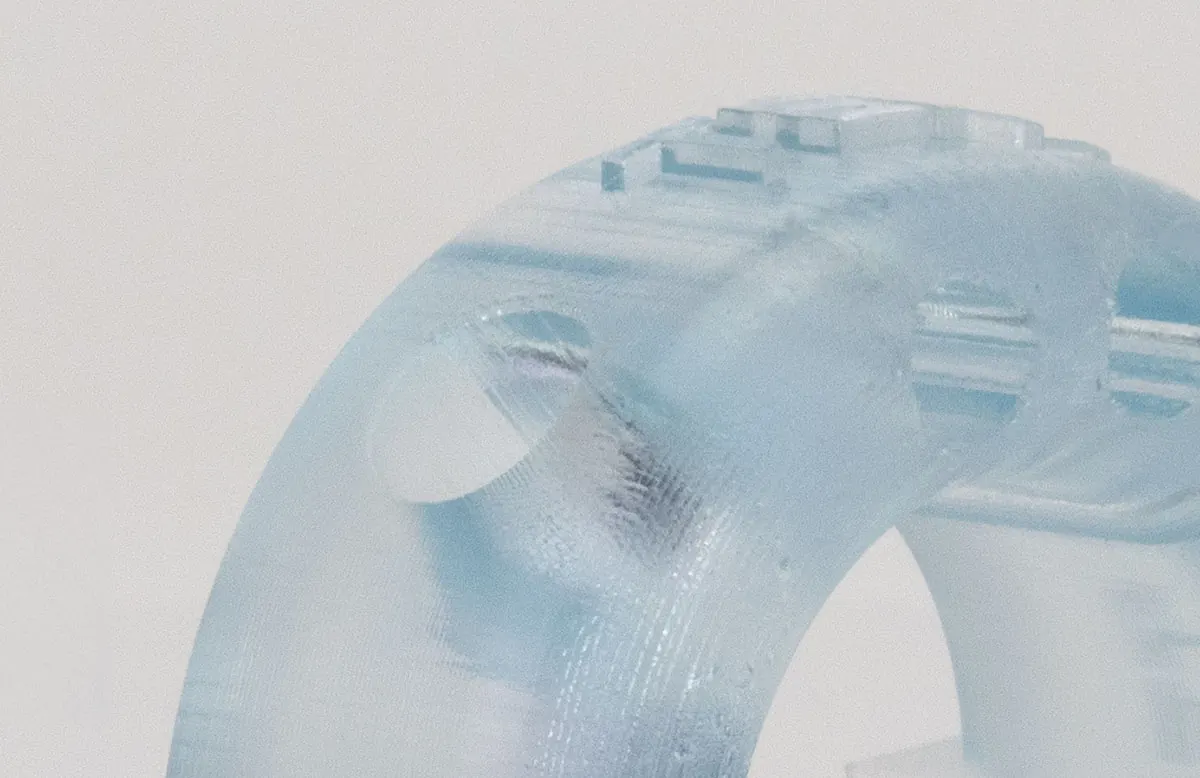
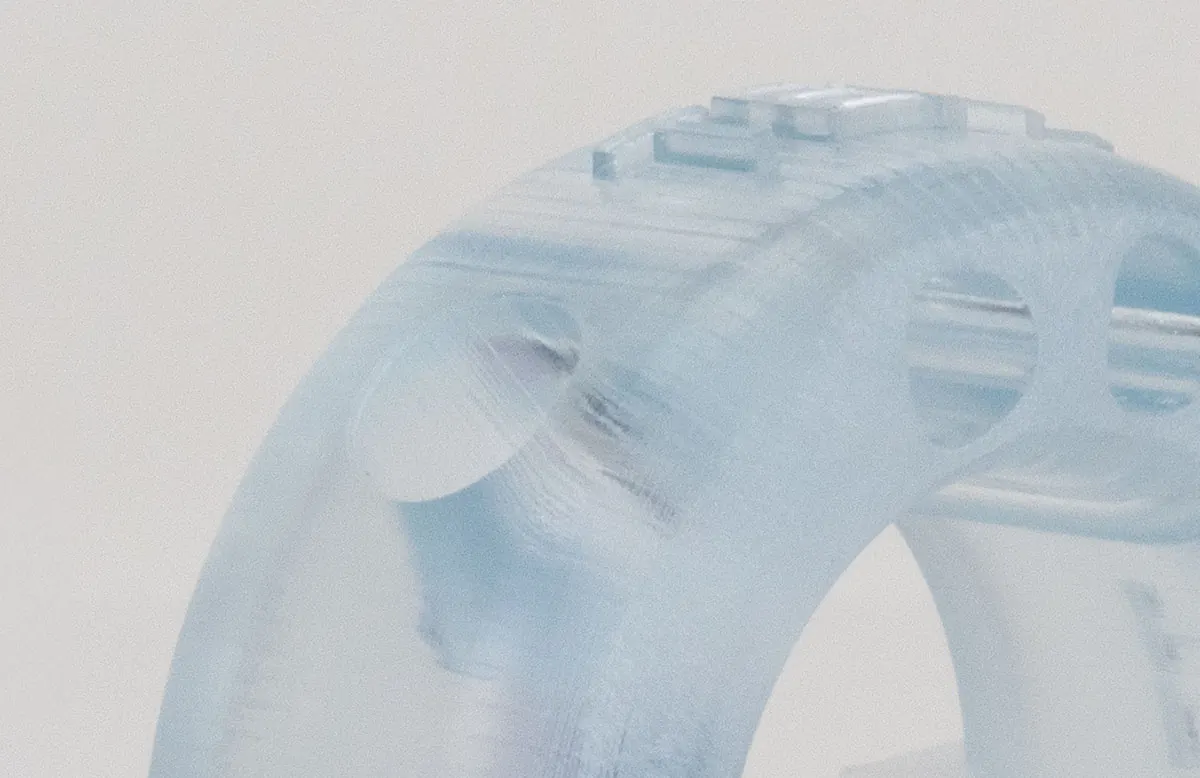
Internal testing, early prototypes
Unfinished
Parts are delivered after support or powder removal with visible print texture, support marks or layer lines where applicable.
Move from raw prints to ready-to-use parts with support removal, cleaning, sanding, bead blasting, dyeing, painting, coating, polishing, heat treatment and assembly.
Choose process, material and surface requirement in the same quote flow

Start with the application. Internal prototypes, engineering samples, production parts and presentation models do not need the same level of finishing.
Parts are delivered after support or powder removal with visible print texture, support marks or layer lines where applicable.
Supported areas are cleaned and lightly sanded to reduce visible nubs while keeping cost and lead time low.

Additional sanding, blasting or smoothing creates a more consistent surface while keeping the part practical for production use.

Painting, dyeing, soft-touch coating, decals, polishing, masking, plating or special finishing for appearance and performance.
These are the core post-processing services used most often across resin, nylon, plastic and metal printed parts.
Supports, nibs and loose powder are removed before inspection. This is the baseline cleanup step for most printed parts.
Fresh resin prints are washed and brushed to remove uncured resin and surface residue before curing or finishing.
Reduce support witness marks, improve touch quality and move from satin to high-gloss surfaces where geometry allows.
Colour penetrates nylon instead of adding a thick paint layer, helping preserve dimensions while creating a uniform tone.
Primer, paint, clear coat, soft-touch coating, masking and colour matching for branded or presentation-ready parts.
Fine media blasting creates a clean, even matte texture and helps reduce visible layer or powder marks.
The best finish for a nylon MJF part is not always the best finish for SLA resin or SLM metal. Choose by surface goal, dimensional needs and end use.

Dyeing gives uniform colour with low dimensional impact. Vapor smoothing can reduce layer texture on compatible nylon and TPU. Painting supports branded colour finishes when aesthetics matter.

Basic finishing is practical for test parts. Professional finishing adds sanding and retouching on accessible areas to reduce support marks and improve presentation quality.
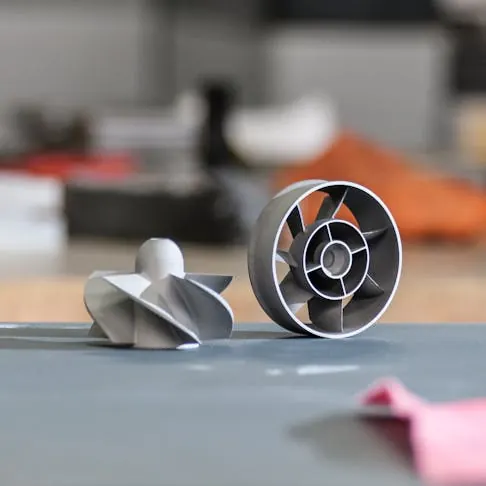
Metal printed parts can be blasted for a uniform matte surface, polished for smoother aesthetics, heat treated for performance or secondary machined for critical tolerances.
For resin parts, support removal quality has a major effect on visible surfaces. Pick the finish level based on whether the part is hidden, handled or customer-facing.
Supports are removed and parts are cleaned. Small witness marks from support points can remain visible or felt by touch.
Support marks are sanded and retouched on accessible areas, then the part is cleaned or blasted for a more uniform surface.
| Finish | Best suited for | Effect | Typical use |
|---|---|---|---|
| Support removal | Resin, metal, FDM | Removes support structures and nibs | Baseline cleanup |
| Cleaning | Resin | Removes uncured resin and residue | SLA production workflow |
| Bead blasting | Nylon, metal, resin | Uniform matte texture | Standard production finish |
| Dyeing | Nylon PA12, PA11 | Colour penetrates the material | Black or custom colour parts |
| Vapor smoothing | Nylon, TPU | Reduces visible print texture | Smoother functional plastic parts |
| Painting / coating | All materials | Adds colour, protection or soft-touch feel | Branding and presentation models |
| Polishing | Metal, resin | Smoother satin to mirror surface | Premium appearance or touch points |
| Heat treatment | SLM metal, PEEK | Improves stability or mechanical performance | Engineering and end-use parts |
| Secondary machining | Metal, engineering plastics | Tighter tolerance on critical faces | Threads, bores, sealing faces |
For customer-facing parts or production-ready assemblies, combine multiple finishing steps to meet a specific look, feel or performance target.
Improves clarity and appearance for translucent or display-focused resin parts.
RAL, Pantone or reference colour matching for branded product prototypes.
Add logos, graphics, labels or identification marks for presentation and traceability.
Metallic surface treatments can improve wear resistance or create a cast-metal appearance.
Annealing, stress relief and hardening improve stability and performance where material allows.
Critical faces, bores and threads can be machined after printing when tolerances are tight.
The right finish depends on material, geometry, tolerance and the surfaces people will see or touch.
For internal fit checks or early engineering tests, choose Unfinished or Natural. For customer-facing prototypes, Standard or Custom finishing gives a cleaner surface and better presentation.
Basic resin finishing removes supports and leaves some support witness marks visible. Professional resin finishing includes more sanding and retouching on accessible areas before final blasting or cleanup.
Dyeing is usually preferred for nylon when dimensional impact needs to stay low because colour penetrates the material instead of building a thick coating on top.
Yes. Painting and coating can be specified with RAL, Pantone or supplied colour references. Exact availability depends on material, surface quality and finish type.
Yes. SLM metal parts can be stress relieved, heat treated, polished, blasted or secondary machined when the project needs better mechanical performance, tighter tolerances or critical surfaces.
Select post-processing options directly in the instant quote flow, or contact us for custom requirements.