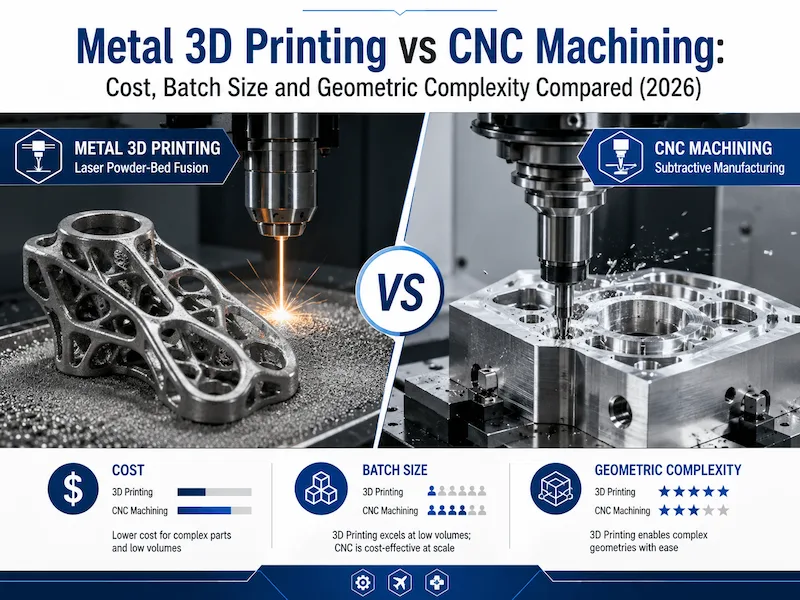
Metal 3D Printing vs CNC Machining: Cost, Batch Size and Geometric Complexity Compared (2026)
Metal 3D printing and CNC machining are not competing technologies — they are complementary processes that win in different operating windows. The right question is not “which is better” but “which is better for this part, in this quantity, in this geometry?”
This guide answers that question across the three dimensions that actually decide the choice: cost, batch size, and geometric complexity. It also covers the second-tier factors — tolerance, surface finish, materials, lead time — that influence the answer at the margin.
Quick decision summary
If you only read one section, read this.
| Decision factor | Choose SLM metal 3D printing | Choose CNC machining |
|---|---|---|
| Quantity | 1–50 complex parts | 50+ parts, or any quantity if geometry is simple |
| Geometry | Internal channels, lattices, organic shapes, consolidated assemblies | Prismatic shapes, flat datums, tight-tolerance bores |
| Material | Ti, Inconel, MS1 maraging, complex stainless geometries | Any standard alloy where machining is straightforward |
| Tolerance | ±0.1 mm acceptable | ±0.05 mm or tighter required |
| Surface finish | Ra 6–15 μm acceptable (or finishing planned) | Ra 0.8–3.2 μm needed straight off the machine |
| Lead time | 5–7 days with 24h expedite option | 3–10 days depending on complexity |
| Cost per part | Mostly flat regardless of quantity | Drops sharply with quantity |
💡 At FabNow3D we offer both processes. If you’re unsure, upload your file — our quoting engine returns prices for both routes when applicable, so the comparison is immediate.
1. Process fundamentals: a 60-second reset
Before the comparison, a one-paragraph reset on what each process actually does.
Metal 3D printing (SLM / DMLS / PBF-LB/M) is an additive process: a fiber laser fully melts metal powder, layer by layer (20–60 μm at a time), to build a part from the bottom up. No tooling, no fixtures, no material waste beyond support structures. Build time is driven by part height and cross-sectional area per layer, not by geometric complexity.
CNC machining is a subtractive process: a programmed cutting tool removes material from a solid billet to leave the finished part. Cost is driven by machine time (cutting + setup), tool wear, and the volume of material removed. Complexity adds time — every feature requires its own toolpath, and some features require additional setups.
This single difference — adding material vs removing it — explains every pattern in the comparison that follows.
2. Cost comparison: where the money actually goes
The cost stack for metal 3D printing
For an SLM part, total cost is roughly:
Machine time + Material consumed + Post-processing + Inspection
- Machine time scales with part height (layer count) and number of parts on the build plate.
- Material cost scales with part volume + support volume + recycled powder loss (~5–10% per build).
- Post-processing is largely fixed per part (stress relief, support removal, basic finish).
- There is no setup cost. A first prototype and the hundredth identical part cost roughly the same per piece.
A typical 100 g stainless steel SLM part with light supports and bead-blasted finish lands in the $80–180 range at production volumes.
The cost stack for CNC machining
For a CNC part, total cost is roughly:
Setup (programming + fixturing) + Machine time + Tool wear + Material billet + Finishing
- Setup cost is significant for the first part and amortized across the batch. CAM programming, fixturing, first-article inspection: typically $100–500 for a single part, dropping to $5–30 per part at quantity 50+.
- Machine time scales with material volume removed and complexity (number of toolpaths, setups, tool changes).
- Material billet cost scales with the bounding box of the part, not the final part volume — a small complex part machined from a large block wastes 70–90% of the material.
- Finishing is often included in the cutting step (CNC produces good finish straight off the machine).
A typical 100 g machined stainless part lands in the $120–400 at quantity 1, dropping to $40–100 at quantity 50, and $20–60 at quantity 500.
Break-even analysis: where the curves cross
The shape of the cost curve is what matters:
| Quantity | SLM (per part) | CNC simple geometry (per part) | CNC complex geometry (per part) |
|---|---|---|---|
| 1 | $150 | $300 | $800 |
| 10 | $145 | $90 | $250 |
| 50 | $140 | $55 | $150 |
| 100 | $138 | $42 | $110 |
| 500 | $135 | $30 | $85 |
| 1000 | $135 | $25 | $75 |
Illustrative values for a 100 g part in 316L; actual quote depends on geometry.
The break-even point typically falls between quantity 5 and 30 for moderate-complexity parts. Below that, SLM is competitive or cheaper. Above that, CNC wins on cost — sometimes by a large margin.
Three rules of thumb on cost
- For one-offs and prototypes (1–5 parts), SLM is almost always cheaper unless the geometry is simply a flat plate or a basic bracket.
- For 50+ parts of simple-to-moderate geometry, CNC is almost always cheaper by 2–5×.
- For genuinely complex geometry (internal channels, organic shapes, lattices), SLM stays cheaper at higher quantities because the CNC route would require multiple setups, EDM, or assembly from machined sub-parts.
3. Batch size: the quantity decision
Beyond pure cost, batch size affects which process is operationally sensible.
The 1–10 zone: SLM dominates
For prototypes, functional samples, custom one-offs, low-volume aftermarket parts, and motorsport components, SLM is usually the right answer for two reasons beyond price:
- No tooling decision required. You don’t have to commit to a fixturing strategy or a machining setup.
- Design iteration is fast. Revision-to-part time is days, not weeks. You can iterate three versions in the same calendar window as one CNC iteration with new programming.
The 10–100 zone: it depends on geometry
This is the most contested zone. Decision factors:
- Geometry simple? → CNC starts winning around quantity 20–30.
- Geometry complex? → SLM may still win at quantity 100.
- Tolerance critical on multiple faces? → CNC, even at low quantity.
- Need finished cosmetic surfaces? → CNC unless you’re willing to budget for tumbling, polishing, or paint.
This is the zone where upload-and-compare is the only honest answer. The variables interact non-linearly.
The 100–1000 zone: CNC, almost always
At these quantities, the per-part setup cost on CNC drops below 5% of total cost. Unless the geometry literally cannot be machined, CNC wins on cost, surface finish, and tolerance consistency.
Exceptions where SLM still makes sense at 100+:
- Aerospace structural brackets that are topology-optimized
- Conformal cooling inserts for injection molds
- Medical implants with porous lattice surfaces
- Heat exchangers with internal fin geometry
The 1000+ zone: neither — go to casting or forging
Above ~1000 parts, the right comparison is not SLM vs CNC. It’s investment casting, die casting, forging, or metal injection molding (MIM) vs CNC. The tooling cost amortizes, and unit cost drops below either AM or pure CNC.
If your volume might reach 1000+ within a year, talk to us about process migration: prototype in SLM, validate, then move to casting or rapid injection molding once the design is locked.
4. Geometric complexity: what each process can and cannot do
This is where the two processes diverge most clearly.
What SLM can do that CNC cannot
- Internal channels and passages of any shape (subject to depowdering — channels need ≥3 mm escape holes at both ends)
- Conformal cooling in mold inserts (cooling lines that follow the cavity contour, reducing injection cycle time 15–40%)
- Lattice structures with strut diameters 0.3–2.0 mm — impossible to machine
- Topology-optimized organic shapes generated by Altair, nTopology, or Fusion 360
- Consolidated assemblies — a single SLM part can replace a 5-, 10-, or 20-component welded/brazed assembly (GE LEAP nozzle: 20 parts → 1 part)
- Undercuts in any direction — no tool access constraints
- Variable wall thickness in a single part without setup changes
What CNC can do that SLM cannot
- Tight-tolerance bores (±0.01 mm with H7 reaming)
- Mirror-finish surfaces straight off the machine (Ra 0.4 μm with diamond turning)
- Tapped threads to standard pitch and depth
- Flat datum surfaces suitable for sealing or precision mating
- Sharp internal corners (SLM minimum internal radius is ~0.3 mm; CNC can produce sharp edges with EDM, or near-zero radius with broaching)
- Very large parts (CNC can machine multi-meter parts on a gantry mill)
- Any wrought or rolled alloy — including alloys that don’t exist in SLM powder form
- Critical surfaces with predictable, isotropic mechanical properties
The complexity decision matrix
| Feature requirement | SLM | CNC | Best choice |
|---|---|---|---|
| Internal conformal cooling | ✅ | ❌ | SLM |
| Topology-optimized geometry | ✅ | ❌ (requires assembly) | SLM |
| Lattice / honeycomb infill | ✅ | ❌ | SLM |
| ±0.01 mm bore diameter | ⚠️ (post-machine) | ✅ | CNC, or hybrid |
| Mirror surface finish | ⚠️ (post-process) | ✅ | CNC |
| Threaded holes | ⚠️ (post-tap) | ✅ | CNC, or hybrid |
| Multi-component consolidation | ✅ | ❌ | SLM |
| Large flat sealing face | ⚠️ | ✅ | CNC |
| Undercuts requiring no setup | ✅ | ❌ (multi-axis or EDM) | SLM |
| Production from wrought alloy | ❌ | ✅ | CNC |
The hybrid approach: SLM + CNC finishing
For parts that need both a complex internal geometry and tight-tolerance external features, the most cost-effective route is often SLM the core geometry, then CNC machine the critical surfaces.
Typical hybrid workflow:
- Print the part in SLM with +0.3–0.5 mm machining stock on critical surfaces
- Stress relieve and remove from build plate
- Fixture the part on the CNC machine using a reference feature (often a flat printed datum)
- Machine only the surfaces that need tight tolerance, finish, or threads
This combines the geometric freedom of SLM with the precision of CNC and is FabNow3D’s most common workflow for aerospace and tooling parts.
5. Tolerance and surface finish: the realistic numbers
Tolerance comparison
| Process | Standard tolerance | Achievable with post-machining |
|---|---|---|
| SLM as-built | ±0.1 mm or ±0.2% | n/a |
| SLM + critical-feature machining | ±0.1 mm general, ±0.025 mm machined features | IT7 routinely |
| CNC 3-axis | ±0.05 mm | ±0.025 mm |
| CNC 5-axis | ±0.025 mm | ±0.013 mm |
| CNC + grinding | n/a | ±0.005 mm |
Surface finish comparison (Ra in μm)
| Process | Side walls | Down-facing | Up-facing | Internal |
|---|---|---|---|---|
| SLM as-built | 6–12 | 12–25 | 5–10 | similar to side walls |
| SLM + bead blast | 4–8 | 6–12 | 4–7 | n/a |
| SLM + tumble | 2–5 | 3–6 | 2–4 | n/a |
| SLM + electropolish | 0.2–0.8 | 0.8–2 | 0.2–0.8 | difficult on complex internal |
| CNC standard | 0.8–3.2 | n/a | 0.8–3.2 | 1.6–6.3 |
| CNC fine finish | 0.4–1.6 | n/a | 0.4–1.6 | n/a |
| CNC + grinding | 0.05–0.4 | n/a | 0.05–0.4 | n/a |
Practical implication: if your part requires Ra <1.0 μm on multiple faces, CNC is usually the right base process. If it requires Ra <1.0 μm on a single critical face, hybrid (SLM + CNC finish) is often the most economical route.
6. Material availability comparison
Materials available in SLM
| Category | Common alloys |
|---|---|
| Stainless steel | 316L, 17-4 PH, 15-5 PH, 420 |
| Tool steel | MS1 maraging, H13 |
| Aluminum | AlSi10Mg, 6061-RAM2, AlSi7Mg |
| Titanium | Ti6Al4V (Ti64), Ti6Al4V ELI, CP-Ti |
| Nickel superalloys | Inconel 718, Inconel 625, Hastelloy X |
| Cobalt-chrome | CoCrMo (F75), CoCr (F1537) |
| Copper | CuCrZr, pure Cu (specialty) |
Materials available in CNC
Effectively any solid metal alloy that comes in billet, plate, or bar form, plus engineering plastics and composites. This includes:
- All standard wrought aluminum (1000–7000 series), stainless steels (300/400 series), tool steels (D2, A2, S7, P20, etc.)
- Brass, copper, bronze, beryllium copper
- Titanium grades 1–5, 9, 23
- Engineering plastics: PEEK, PEI, Delrin, Nylon, HDPE
- Composites: G10, FR4, carbon fiber laminate
Practical implication: if your application requires a specific wrought alloy (e.g., 6061-T6 aluminum with full T6 properties, or A2 tool steel), CNC is your only option. SLM equivalents have similar but not identical properties.
7. Lead time: a often-overlooked factor
Both processes are fast by traditional manufacturing standards, but they’re fast in different ways.
| Stage | SLM | CNC |
|---|---|---|
| Quoting | Same day (instant for many geometries) | Same day to 24 hr |
| Setup / programming | None | 2 hr to 2 days depending on complexity |
| Build / cut time | 12–48 hr typical | 30 min to 8 hr per part |
| Post-processing | 2–5 days | 0.5–1 day |
| Total typical | 5–7 days | 3–10 days |
| Expedited | 24–72 hr | 48–72 hr for simple parts |
SLM lead time is more predictable because there’s no programming or fixturing variability. CNC lead time is more variable — a simple bracket can ship in 48 hours; a complex five-axis part with multiple setups can take 10 days even at a top shop.
For genuinely urgent projects, SLM with 24-hour expedited builds often beats CNC, even for parts CNC could otherwise produce more cheaply.
8. Five real decision scenarios
These are simplified versions of decisions we see weekly. Use them to calibrate your own.
Scenario 1: Drone arm bracket, 5 parts, AlSi10Mg
- Complex topology-optimized geometry
- 5 parts for flight test
- Choice: SLM. CNC programming alone would cost more than the entire SLM job. Geometry is impractical for milling.
Scenario 2: Pump impeller, 200 parts, 316L
- Moderate complexity (vanes), tight tolerance on the bore
- 200 parts/year, multiple sizes
- Choice: Hybrid — SLM with machined bore. Or, if the design can be simplified to allow 5-axis CNC + EDM, pure CNC at quantity 200+.
Scenario 3: Heat exchanger, 30 parts, AlSi10Mg
- Dense internal fin geometry, no possibility of machining the internal features
- 30 parts for low-volume product
- Choice: SLM. No alternative for the internal geometry. Quantity 30 is within SLM’s sweet spot.
Scenario 4: Manifold block, 500 parts, 6061-T6
- Simple geometry, straight gun-drilled passages, all features accessible from 3 axes
- 500 parts/year
- Choice: CNC. At this quantity and this geometry, SLM is 4–5× more expensive with no benefit.
Scenario 5: Conformal cooling insert, 4 parts, MS1 maraging
- Cooling channels follow the cavity contour
- 4 inserts for a 4-cavity mold
- Choice: SLM with H7 machined cooling line connectors and parting line. Conformal cooling is the textbook SLM application; no other process can produce these channels.
9. A simple decision flowchart
Use this when you need a fast answer:
Step 1: Does the geometry include features that cannot be machined?
- Yes → SLM (or hybrid). Go to Step 4.
- No → Go to Step 2.
Step 2: Is the quantity below 20?
- Yes → SLM is likely competitive on cost; go to Step 3 to verify.
- No → CNC. Go to Step 4.
Step 3: Do multiple surfaces require Ra <1.6 μm or tolerance tighter than ±0.05 mm?
- Yes → CNC (or hybrid if geometry also requires SLM).
- No → SLM.
Step 4: Do some features need tight tolerance or fine finish?
- Yes → Add CNC finishing to the SLM workflow (hybrid).
- No → Process selected; proceed to quoting.
10. When to choose FabNow3D
At FabNow3D we run both processes in-house — over 500 industrial printers across 5 AM platforms, plus a full CNC shop with 3-, 4-, and 5-axis capability. That matters for three reasons:
- Honest comparison. When you upload a file, we quote the best route, not just the one we want to sell. If your part is better on CNC, we’ll say so.
- Hybrid execution. SLM + CNC finishing happens under one roof, with one quality system and one delivery date — no two-vendor coordination problem.
- Process migration. Prototype in SLM, validate, then move to CNC or vacuum casting or rapid injection molding as volume grows — all from the same supplier.
Get started: Upload your CAD file for instant quoting across all applicable processes, or contact our engineering team if you’d like a route recommendation before quoting.
Metal 3D printing vs CNC — frequently asked questions
Is metal 3D printing stronger than CNC machined parts?
It depends on the material and condition. As-built SLM parts have 5–15% lower elongation than wrought equivalents but comparable tensile strength after appropriate heat treatment. For fatigue-critical applications, SLM parts must be HIP-treated to approach wrought-material fatigue life. CNC parts machined from wrought stock retain the full mechanical properties of the parent material.
Can CNC produce parts as complex as SLM?
In a single setup, no. Five-axis CNC + EDM can replicate many SLM geometries through multiple operations and assembly, but at significantly higher cost. Internal channels with no straight-line tool access, lattices, and consolidated multi-piece assemblies are practically exclusive to SLM.
Is 3D printed metal stronger than aluminum?
This question conflates process with material. A CNC-machined 6061-T6 aluminum part is stronger than an SLM-printed PLA plastic part. An SLM-printed Inconel 718 part is stronger than a CNC-machined 6061-T6 aluminum part. Strength is a material property; the process determines achievable density, anisotropy, and surface condition.
At what quantity does CNC become cheaper than 3D printing?
For moderate-complexity parts in standard steel or aluminum, the crossover is typically between quantity 10 and 30. Below that, SLM is competitive or cheaper. Above that, CNC wins, often by 2–5×. The crossover moves higher (quantity 100+) for geometrically complex parts and lower (quantity 5–10) for very simple parts.
Can I CNC machine a part after 3D printing it?
Yes — this is the standard hybrid workflow. SLM parts are printed with extra stock on critical features, stress-relieved, then fixtured and CNC-machined to final tolerance. The combination is FabNow3D’s most-used workflow for aerospace and tooling parts.
Which has better tolerance, SLM or CNC?
CNC, by roughly 4×. Standard SLM tolerance is ±0.1 mm; standard CNC tolerance is ±0.025 mm. CNC + grinding can achieve ±0.005 mm. For tolerance-critical features, CNC is the right base process or finishing operation.
Does 3D printing waste less material than CNC?
For complex parts, yes — SLM uses ~110–130% of the part’s volume (part + supports + powder loss), while CNC from a billet can consume 5–10× the final part volume. For simple parts, the difference narrows because near-net-shape billets reduce CNC waste.
Is 3D printed metal certified for aerospace use?
Yes — SLM parts in Ti6Al4V, Inconel 718, and AlSi10Mg are flying in production aerospace applications under AS9100 quality systems. Certification is application-specific; the SLM process itself is well-accepted by Boeing, Airbus, GE Aviation, and Rolls-Royce. CNC remains the more universally certified route simply because it has decades more flight history.
Can SLM replace CNC entirely?
No, and it shouldn’t try to. The two processes are complementary. SLM dominates complex low-volume work; CNC dominates simple high-volume work; hybrid workflows combine both for parts that need both freedom and precision. The strongest production engineering teams use both.
How do I get a comparison quote?
Upload your CAD file at FabNow3D. Our instant quote engine returns SLM pricing immediately; for CNC-suitable parts, we can also provide a CNC quote alongside, usually within one business day. The quote will recommend the most cost-effective route for your specific part and quantity.
Related manufacturing guides

316L vs 17-4 PH Stainless Steel: How to Choose for Metal 3D Printing (2026)
Choose 316L when corrosion resistance and ductility matter most; choose 17-4 PH when you need high strength and hardness. These are the...
SLM Metal 3D Printing: The Complete Guide to Selective Laser Melting (2026)
Selective Laser Melting (SLM) is the leading metal additive manufacturing process for producing fully dense, end-use metal parts directly from a CAD...